
Green steel for sustainable applications
GMH Gruppe has set itself a clear goal. By 2039, the Group’s steel production shall be climate-neutral. With steel made via the electric steelmaking route and with optimized processes, this is a realistic goal.
Early on, GMH Gruppe took the decision to shift to electric steelmaking. Meanwhile, several electric arc furnaces (EAF) are in operation at different locations within the Group. Georgsmarienhütte GmbH (GMH) has been producing high-grade structural and engineering steels from 100% scrap since 1994. The decisive advantage of this is that alone the production of crude steel causes five times less CO2 than crude steel production via the traditional blast furnace-BOF route. While electric steel accounts for about 30% of all steel produced in Germany, it accounts for only 3% of all emissions from the steel industry.
For more than 25 years, GMH has been selling electric steel, while advancing future-oriented technologies and processes under its Green Steel label to achieve further carbon footprint reductions. With steel from GMH, such carbon footprint reductions can be realized already now by substituting individually specified shares of electricity from fossil energy carriers with renewable electricity. GMH plans to use 100% green electricity and replace natural gas with green hydrogen by 2039. Then it will be possible to reheat the ingots before rolling or heat-treat steel bars in a carbon-neutral way, just to mention two options.
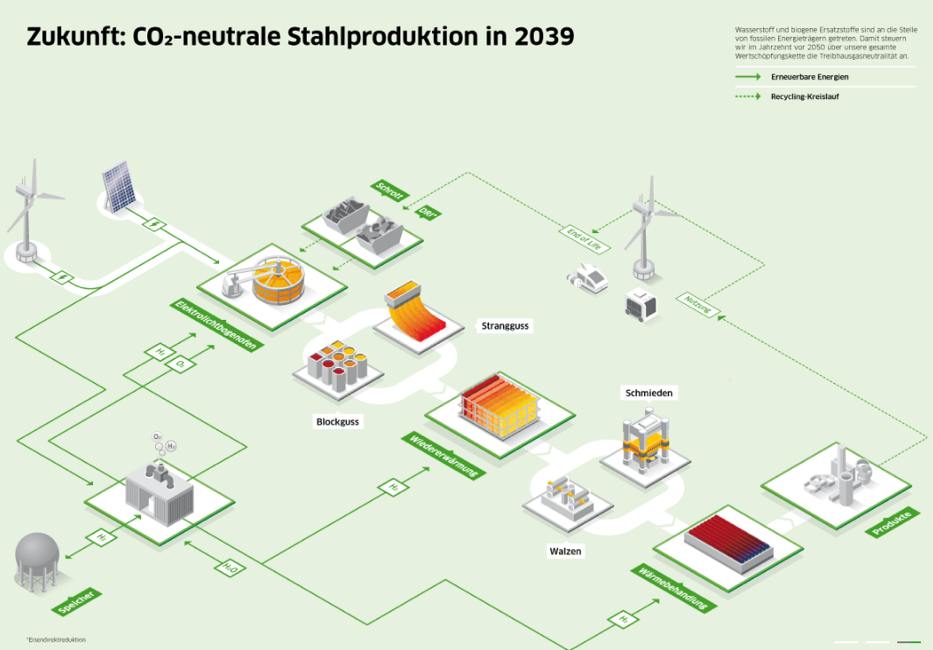
Figure 1:
CO2-neutral steel production at Georgsmarienhütte in 2039
In addition to CO2-neutral steel production, the way the steel is further processed and how it is used are important factors for the success of the energy transition. High-strength steels, for example, can be used in automotive light-weight engineering. For vehicles with combustion engines this means lower fuel consumption, and for electric vehicles a longer driving range. A high-quality high-grade steel also plays an important role for the service life of a steel component and, hence, for the entire materials cycle. The longer the life cycle of a component, the lower the carbon footprint of the end product becomes.
In addition to engineering steels for automotive applications, the portfolio of GMH also includes high-grade materials for wind power plants. For decades, customers from this sector have been ordering key components for on- and off-shore plants, such as rotor blade adjustment systems, annular gears and flanged rotary shafts installed in the nacelle. In addition to this, high-capacity wind power plants need high-strength screws and connecting elements for the installation of the rotor blades, the construction of lattice or pipe towers and for the foundations. In these applications, steel bar and bright steel from GMH is used as semi-finished material in rolled/peeled condition for forging or in heat-treated condition ready for CNC-machining. Thus, steel from GMH already now makes an important contribution to the advancement of renewable energy use and the protection of our environment.
Therefore, steel plays a vital part in the reduction of CO2 emissions along the entire process chain. However, to achieve an optimum CO2 balance, it is also essential to choose the optimum steel grade for each individual use.
Selecting the right steel saves CO2
Increasingly sophisticated applications, as in e-mobility, lead to increasingly exacting demands and thus the need to provide new, advanced materials concepts. GMH continuously optimizes its steels and develops new solutions in steel with properties that, on the one hand, fulfill these growing demands on the steels’ performance quality and, on the other hand, enable economically efficient manufacturing processes.
Cog wheels, gear parts and other components made in case-hardened steels can be produced more economically and with a smaller carbon footprint by using high carburizing temperatures for case-hardening, as this reduces the time needed to achieve the desired hardening effect. However, this requires the use of exactly the right steel grade and the know-how to understand how the entire process chain may influence the carburizing process. This understanding is essential to assure sufficient fine-grain stability. Further CO2 savings can be achieved by using advanced, state-of-the-art vacuum furnaces for the carburizing process. Compared to conventional carburizing, the sum of all these measures can save more than 50% of CO2 during case-hardening.
GMH also specializes in the production of PHFP and bainitic steels, which attain their final properties by controlled cooling from the forging heat. The use of PHFP grades, such as 18MnVS5, 38MnVS6 or 46MnVS5, or bainitic grades, such as 16MnCrV7-7, makes a heat treatment unnecessary. A process without a heat treatment considerably reduces a product’s carbon footprint.
Figure 2:
Carbon footprint optimization for the production of an annulus gear
Considering the entire production process chain
Not only the production of the semi-finished material for a component is very energy-intensive, but also the downstream manufacturing steps, including forming, additional heat treatments and finish machining, consume copious amounts of energy. The above diagram, figure 2, shows, as an example, the carbon footprints of different production routes for an annulus gear for a passenger car. In the diagram, the overall production process has been broken down into the three process steps semi-finished material production, component manufacturing and final case-hardening. The data is based on calculations with the Forging Footprint Reduction Tool – FRED from the NOCARB-forging2050 project, an initiative by the German Industry Association for Massive Forming (Industrieverband Massivumformung IMU). The diagram clearly shows that, with the use of electric steel from GMH, a major part of the carbon emissions can be avoided. Additional measures, such as the use of green electricity, optimized steel grades and advanced furnace technology for the carburizing process, achieve further, significant CO2 savings. Thus, it is even today possible to reduce the carbon footprint of components made in steel by more than 80% in total. The ambitious goal is to achieve complete climate-neutrality by 2039 at the latest, through the use of hydrogen.